Die PeTe-Schweißnahtlehre
Technische Lehre und Messwerkzeug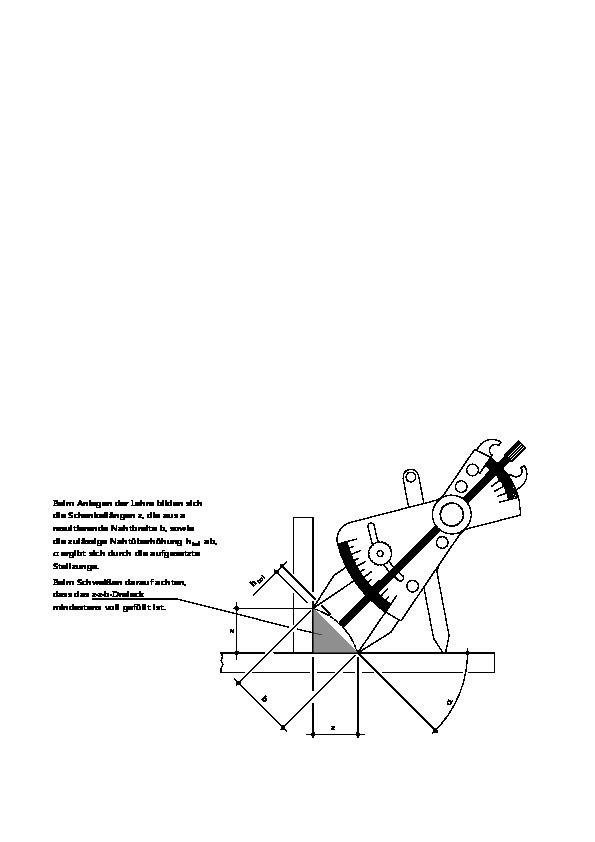
Konventionelle Lehren nehmen Ist-Maße. Ob das ermittelte Maß innerhalb der Toleranz liegt, dafür braucht der Schweißer einen Toleranzabgleich. Mit der PeTe-Schweißnahtlehre weiß der Schweißer beim Anlegen, ob die Naht die Toleranz einhält. Das ist nur ein Vorteil der Erfindung von Peter Trappe. Bei seiner Entwicklung folgte er dem KISS-Prinzip: keep it straightforward and simple.
Lehren haben die Funktion, Maße und/oder Formen abzubilden beziehungsweise zu verkörpern. Bei der Produktion sollen sie dem Anwender ermöglichen, physische Vorgaben einzuhalten. Bei Prüfungen soll der Anwender die Einhaltung physischer Vorgaben effizient kontrollieren können, indem sie eine eindeutige Aussage zu Maßen und/oder Formen liefern: richtig oder falsch. Die PeTe-Lehre lässt sich sowohl im technischen Sinn als auch als Messwerkzeug einsetzen. Bei der Produktion bildet sie die herzustellende Schweißnaht beim Anlegen in Maß und Form ab. Der Schweißer kann sich orientieren und daher Vorgaben wesentlich leichter einhalten. Was die Prüfung betrifft, kann der Anwender mit der PeTe-Lehre die Naht direkt toleranzbezogen checken.
Am Beispiel erklärt
Schweißnähte maßhaltig herzustellen ist gar nicht so einfach. Erhält der Schweißer über den Plan beispielsweise die Info „Kehlnaht a8“, dann heißt dies im Klartext: „Schweiß hier eine Naht, deren Querschnitt ein gleichschenkliges, rechtwinkliges Dreieck bildet. Die Mittelsenkrechte aus dem Stoßpunkt der Katheten auf die Hypotenuse soll 8 mm lang sein.“ Das ist schon sehr abstrakt, oder? Eine Orientierung — etwas, das ihm den Querschnitt der herzustellenden Naht quasi vorgibt — wäre nun hilfreich. Die PeTe-Lehre bietet dem Schweißer diese Hilfestellung. Er sieht, was er bisher nur grob abschätzen konnte, und kann wesentlich genauer und effizienter arbeiten. Abweichungen und damit verbundene Nacharbeiten werden vermieden, Produktivität, Qualität und Wirtschaftlichkeit hingegen gesteigert.
Maße
Ist die Naht geschweißt, findet „Maßkontrolle“ und “Maßbewertung“ statt. Nehmen wir mal an, unsere Kehlnaht unterliegt den Toleranzen nach ISO 5817, Bewertungsgruppe C. Das ist nicht etwa High-End, das ist eine ganz durchschnittliche Kiste. Hier darf „a“ bei Nähten, die 100 mm oder länger sind, um maximal 1 mm unterschritten werden, die addierte Länge der Bereiche mit Unterschreitung darf aber in keinem Abschnitt von 100 mm Länge größer sein als 25 mm. Überschritten werden darf „a“ um 1 mm + 0,2a. Der Schenkel z1 darf um den Faktor „2 mm + 0,15a“ länger sein als der Schenkel z2, und die Überwölbung der Naht „h“ darf nicht höher sein als 1 mm + 0,15b. Alles klar?
Werden herkömmliche Produkte eingesetzt, muss man Maße einzeln abnehmen, dann rechnen, dann einen Toleranzabgleich durchführen. Der Schweißer prüft sich einen Wolf. Für „Maßkontrolle/Bewertung“ wird oft mehr Zeit gebraucht als für die Herstellung. Und diese Aufgabe kann nicht jedem Mitarbeiter übertragen werden.
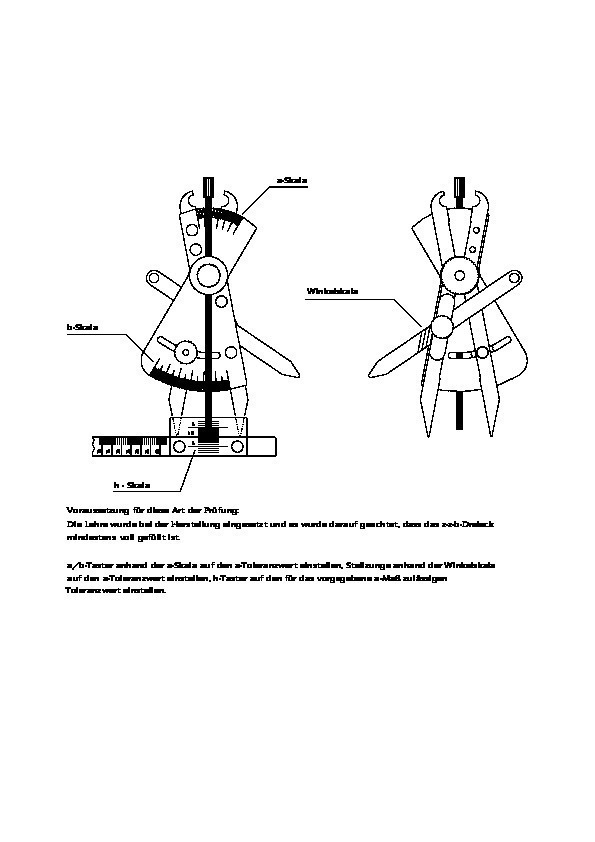
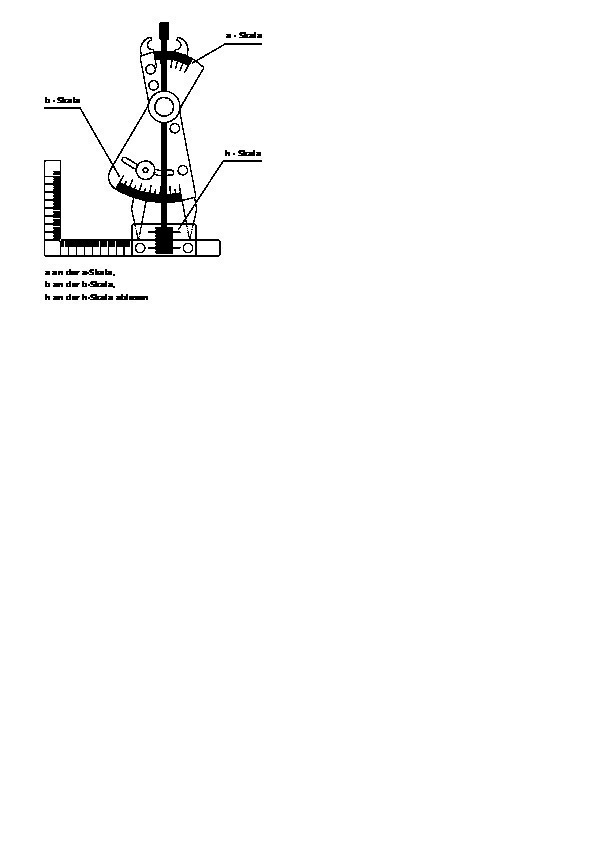
Die PeTe-Lehre soll diese Abläufe vereinfachen: Lehre auf die Toleranzen einstellen, anlegen, der auf die Toleranzwerte bezogene Nahtquerschnitt wird abgebildet. Die Lehre liefert eine eindeutige Aussage zu richtig oder falsch. Im Prinzip kann das jeder, der mit einem Meterstab und einem Winkelmesser umgehen kann, und geprüfte Schweißer sowieso.
Gemäß EN 1090-2 müssen alle Nähte jeweils über die gesamte Länge geprüft werden. Wie gesagt, aus gutem Grund. Aber klar ist auch, dass das in den Betrieben die genannten Probleme aufwirft. Also für mich liegt der Anspruch, den die Praxis an das Prüfwerkzeug stellt, auf der Hand: Das darf keine Wissenschaft sein, das muss ruckzuck gehen, das muss jeder Schweißer selbst machen können. Die PeTe-Schweißnahtlehre trägt dem Rechnung: Die Vorgänge Kontrolle und Bewertung werden in einem Zug durchgeführt und so maximal vereinfacht. Der für die Betriebe entstehende Personal- und Zeitaufwand wird auf ein Mindestmaß reduziert.
Vorbereitung entfällt
Konventionelle Lehren werden in der Regel linear, ein- oder beidseitig knapp neben der Naht auf den Grundprofilen angelegt, also genau da, wo sich beim Schweißen die meisten Spritzer absetzen. Um das Messergebnis nicht zu verfälschen, müssen diese Spritzer weg, das heißt schleifen, meißeln — wie auch immer. Diese „Vorbereitung“ erfordert wesentlich mehr Zeit als das Messen selbst, und verursacht zusätzlichen Lärm und Dreck. Ergibt die Messung dann etwa, dass „a“ noch nicht erreicht ist, muss nochmal geschweißt werden. Die ganze Reinigungsaktion war umsonst, weil sich beim Nachschweißen ja wieder Spritzer absetzen, die dann natürlich auch wieder beseitigt werden müssen.
Die PeTe-Lehre wird punktuell aufgesetzt. Dass sich ein Spritzer genau an einen der Punkte verirrt, an denen die Lehre gesetzt werden muss, und keine Möglichkeit besteht, einen Millimeter nach links oder rechts auszuweichen, ist so gut wie ausgeschlossen. Spritzer entfernen findet also nur einmal statt – nämlich dann, wenn die Naht wirklich fertig ist.
Schnell amortisiert
Prüft man wie in der EN 1090-2 festgelegt und bewertet nach ISO 5817, dann liegt das realisierbare Einsparpotenzial bei gut 90 Prozent. Das heißt etwa 9 von 10 Prüfstunden lassen sich einsparen — die stattdessen in produktive Tätigkeiten fließen können. Allein dadurch kommen übers Jahr gerechnet pro Schweißer locker ein paar tausend Euro zusammen. Hinzu kommt der wirtschaftliche Nutzen, den man aus anderen Vorteilen generiert, beispielsweise durch den Zugewinn an Effizienz bei der Herstellung, die Vermeidung von Abweichungen/Nacharbeiten etc. Oder dadurch, dass der Schweißer seine Arbeit problemlos selbst kontrollieren und zumindest maßlich auch selbst bewerten kann. So werden ggf. Stillstände und Wartezeiten vermieden, die Schweißaufsicht wird deutlich entlastet. Der Nettopreis von 258 Euro für Lehre inklusive Zubehör (Tasche, Bedienungsanleitung und Toleranztabellen) ist demnach in kürzester Zeit amortisiert.
Leistungsbeschreibung
Der Anwendungsbereich bei gleichschenkligen Kehlnähten geht hoch bis a30, Schenkellängen bis z43. Hergestellt wird die Lehre größtenteils aus dem Werkstoff 1.4301, die Skalen sind lasergraviert und alles ist Made in Germany. Alle Abläufe werden in der Bedienungsanleitung detailliert beschrieben und erklärt, die einzelnen Blätter können als Arbeitsanweisungen eingesetzt werden. Ebenfalls in der Bedienungsanleitung enthalten sind die Toleranzwerte nach ISO 5817 — in Millimeter nicht in Formeln und alle Bewertungsgruppen. Dank Gürteltasche kann der Schweißer die Lehre bei sich tragen, sie ist geschützt untergebracht und immer griffbereit.
Info & Kontakte
Bestelladresse:
Peter Trappe: Berater & Auditor
EN 1090 und ISO 3834 Ulmenweg 4/2 75378 Bad Liebenzell
Tel. 07052 9355730
www.metallingster.de
Maße bei Stumpf- und Kehlnähten:
„a“ bei gleichschenkligen Kehlnähten
„a“ bezogen auf Z2 bei ungleichschenkligen Kehlnähten
die Schenkelmaße Z bei Kehlnähten
„h“ bezogen auf Z1 und Z2 (Bewertung ungeplanter Asymmetrien) bei Kehlnähten
„b“ bei Stumpf- und Kehlnähten
„h“ bezogen auf Überhöhungen und Unterwölbungen bei Stumpf- und Kehlnähten
Darüber hinaus eine ganze Reihe weiterer Werte wie beispielsweise die Tiefe von Lunkern, Kerben und Rückfällen.