Chemische Befestigungstechnik
Mehr Leistung generiert höheren Bedarf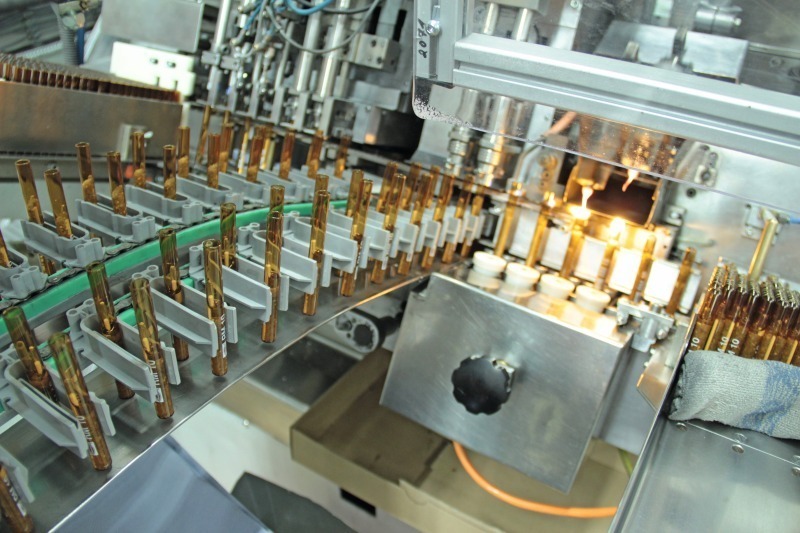



Wer an fischer denkt, dem fallen sofort Dübel ein. Dübel stehen für Befestigungstechnik. Diese kann mechanisch funktionieren, aber auch chemisch. Bei fischer Chemie dreht sich tatsächlich ebenfalls alles um Befestigungstechnik, im Schwerpunkt um Injektionsmörtel und Glaspatronen. Der Weg von Waldachtal ins ca. 100 Kilometer entfernte Denzlingen ist also gar nicht so weit, selbst wenn man bei Chemie und fischer zunächst kurz stutzt. Stefanie Manger berichtet von einer Werksbesichtigung.
Das Product Center Chemie in Denzlingen startete 1999 mit 86 Mitarbeitern. Etwa 2,5 Millionen Euro wurden seinerzeit für Sicherheitstechnik ausgegeben, drei Jahre später noch mal der gleiche Betrag. Kostspielige Maßnahmen betreffen unter anderem die vorschriftsgemäße Lagerung von Dibenzolperoxid. Peroxid wird beispielsweise als Zusatz für die Härterkomponente in den Glaspatronen benötigt. Die Substanz ist in einer Konzentration von 80 % hochexplosiv. „Wir haben hier pulverförmiges Peroxid in einer Konzentration von 10 % bis 30 % eingelagert“, informiert Jürgen Grün, der Werksleiter. Eine der Sicherheitsauflagen betrifft deshalb die Überwachung der Temperatur in den Lagerräumen.
Stete Erweiterung
15 Jahre nach dem Start beschäftigt das Werk 140 Mitarbeiter. Eine stetig wachsende Nachfrage hat die Produktionszahlen hochgefahren und das Personal wurde aufgestockt. „Die kontinuierlich zweistelligen Wachstumszahlen zwischen 10 und 15 % haben die Produktion seither vervierfacht“, so Grün. Er führt dies vor allem auf die gesteigerte Leistungsfähigkeit des Mörtels zurück. Der Hybrid-Mörtel ist ein Beispiel dafür.
Befestigungstechnik für den Metallbau
Ein Klassiker für den Einsatz im Metallbau ist der Highbond Injektionsmörtel FHB, dieser wird gerne bei der Befestigung von Metallkonstruktionen, Fassadenunterkonstruktionen oder Geländern benutzt. Interessant sind die landesspezifischen Vorlieben für unterschiedliche Kartuschen. Während sich in Deutschland die Shuttle-Kartusche durchgesetzt hat, ist in südlichen Ländern die Co-axialkartusche gängig. Als handelsübliche Größe haben sich weltweit 300-ml-Kartuschen durchgesetzt.
Wahlweise in Kartuschen oder in Glaspatronen bietet das Befestigungsmaterial unterschiedliche Anwendungsmöglichkeiten. Von den Glaspatronen werden jährlich einige Millionen Stück in unterschiedlichen Größen hergestellt. „Nach der Übernahme von Upat in Emmendingen 1993 haben wir den Inhalt der Patronen durch den Einsatz von hochwertigem, styrolfreiem Vinylesterharz verbessert. Die optimierte Qualität hat dann einen höheren Bedarf erzeugt“, stellt Grün fest. Die meisten Glaspatronen werden in Deutschland, Japan und China abgesetzt. Zudem sind alle fischer-Landesgesellschaften in den 32 Ländern Kunden.
Die Glaspatrone wird nach dem Bohren in das entstandene Loch gesteckt. Das Eintreiben der Ankerstange zerstört das Glas, Harz und Härter werden zu einem schnell aushärtenden Kunstharzmörtel vermischt. Nach einer gewissen Aushärtezeit (minimal 2 min./maximal 20 min.) besteht eine hinreichend feste Verbindung. Ein besonderes Merkmal der Glaspatronen FHB II ist, dass sie sogar in wassergefüllten Bohrlöchern und unter Wasser zugelassen sind.
Das Gros der Denzlingener Belegschaft arbeitet in der Produktion, mit der Entwicklung der Produkte sind etwa 30% der Mitarbeiter befasst. Zentrale des chemischen Werks ist das Labor – im Team dort arbeiten Entwicklungsingenieure und Chemielaboranten. Sie kümmern sich in erster Linie um Neuentwicklungen und die Qualitätssicherung. „Wir geben jährlich etwa eine halbe Million Euro für die Zulassungen unserer Produkte aus“, berichtet Grün. Viele Substanzen, die in Denzlingen verarbeitet werden, sind sicherheitstechnisch relevant. „Die Materialien unserer Rezepturen werden von den Behörden laufend neu bewertet. Stoffe, die heute offen zugänglich im Verkaufsregal stehen, müssen morgen möglicherweise im Schrank verschlossen werden“, sagt Grün. Eine wesentliche Aufgabe der Mitarbeiter im Labor ist es deshalb, Änderungen der normativen Vorgaben kontinuierlich im Blick zu haben.
Für umfassende Qualitätstests der Produkte steht eine Prüfhalle zur Verfügung. Das Verhalten diverser Anker bei Hitze- oder Kältetemperaturen wird hier in unterschiedlichen Temperaturschränken getestet, die Rezepturen werden auf Lagerstabilität überprüft, die Haltbarkeit mit Alterungsprozessen simuliert oder es wird die Auspresskraft der Kartuschen gemessen.
Straffe Produktion
Die Produktion der Injektionskartuschen gliedert sich in mehrere Fertigungslinien, die zwei- oder dreischichtig fahren. Derzeit dreischichtig. Einer Linie gehören 13 bis 18 Mitarbeiter an. „Jeder beherrscht jeden Montageplatz seiner Fertigungslinie“, berichtet Grün. Einerseits hilft dies, Betriebsabläufe flexibel zu gestalten, andererseits beschert dies den Mitarbeitern Abwechslung bei ihrer Tätigkeit.
Welche Stückzahlen produziert werden sollen, zeigt das Kanban-System an. Das Kartensystem wurde vor vielen Jahren vom Toyota-Konzern in Japan entwickelt und wird inzwischen von vielen namhaften Unternehmen eingesetzt. Auf Planungstafeln visualisieren Karten in unterschiedlichen Farben, für welche Produkte in welcher Menge Kundenbedarf besteht. „Geraten die Kanban aufgrund kurzfristiger Abverkäufe in den roten Bereich, muss mehr produziert werden“, erläutert Grün. Kanban vereinfacht ohne EDV-System die Produktionssteuerung. Begrenzte Umlaufbestände reduzieren die Kapitalbindung.
Transparente Organisation und effiziente Arbeitsabläufe sind sicher zwei Gründe gewesen, weshalb dem Produktions-standort Denzlingen 2009 als „Fabrik des Jahres“ der Preis für Global Excellence in Operations zugesprochen wurde. Bei dem Wettbewerb geht es um Ressourceneffizienz in der Produktion und um hohe Wertschöpfung. Letztere wurde erheblich optimiert, seit die Kartuschen selbst hergestellt anstatt zugekauft werden. „Zu diesem Zweck wurden seit 2003 nach und nach eine größere Zahl an Spritzgussmaschinen von Waldachtal nach Denzlingen transportiert und installiert“, berichtet Grün. Stete Zuwächse waren 2013 erneut Anlass, in eine automatisierte und flexible Produktionsanlage zu investieren. „Im Vergleich zur Handlinie kann diese Anlage unseres eigenen Sondermaschinenbaus die dreifache Menge produzieren“, so Grün.
Neben dieser neuen Anlage und den Spritzgussmaschinen fallen in der Werkshalle große Kessel ins Auge, die mit Mörtel befüllt sind sowie Auspressvorrichtungen, an denen der Härter in die Kartuschen gefüllt wird. Seitlich an die Fertigungslinien angeschlossen, steht in einer Halle eine Mischmaschine, die bis an die Decke reicht. Diese mischt ca. 24 Minuten lang Sand, Quarzsand und Calcilit. Von der Masse wird eine Probe gezogen, dann wird der Kessel mit Mörtel zur Abfülllinie in die Produktionshalle geschoben.
Dass die Mitarbeiter von fischer zugunsten weiterer Verbesserungen immer in Bewegung sind, ist spätestens seit dem fischerProzessSystem (fPS) als Firmenstrategie bekannt. Jüngstes Projekt in Denzlingen ist die Anschaffung einer speziellen Maschine für den Etikettendruck. Seitdem die Etiketten im Werk gedruckt werden, wird auftragsbezogen gearbeitet. Dies reduziert den Ausschuss an Etiketten. „Wir können wesentlich flexibler auf die fortlaufenden Änderungen von Sicherheitsvorschriften reagieren und die Vielsprachigkeit effizienter organisieren“, erklärt der Werksleiter.
Fazit
Der florierende Absatz der chemischen Befestigungstechnik fußt auf mehreren Parametern: schnelle Produktionsabläufe, eine hohe Wertschöpfung und eine stete Verbesserung der Qualität sowie der Leistungsfähigkeit des Produktportfolios.⇥