Fügen von Aluelementen
Eckverbindungen von Fenstern und Türen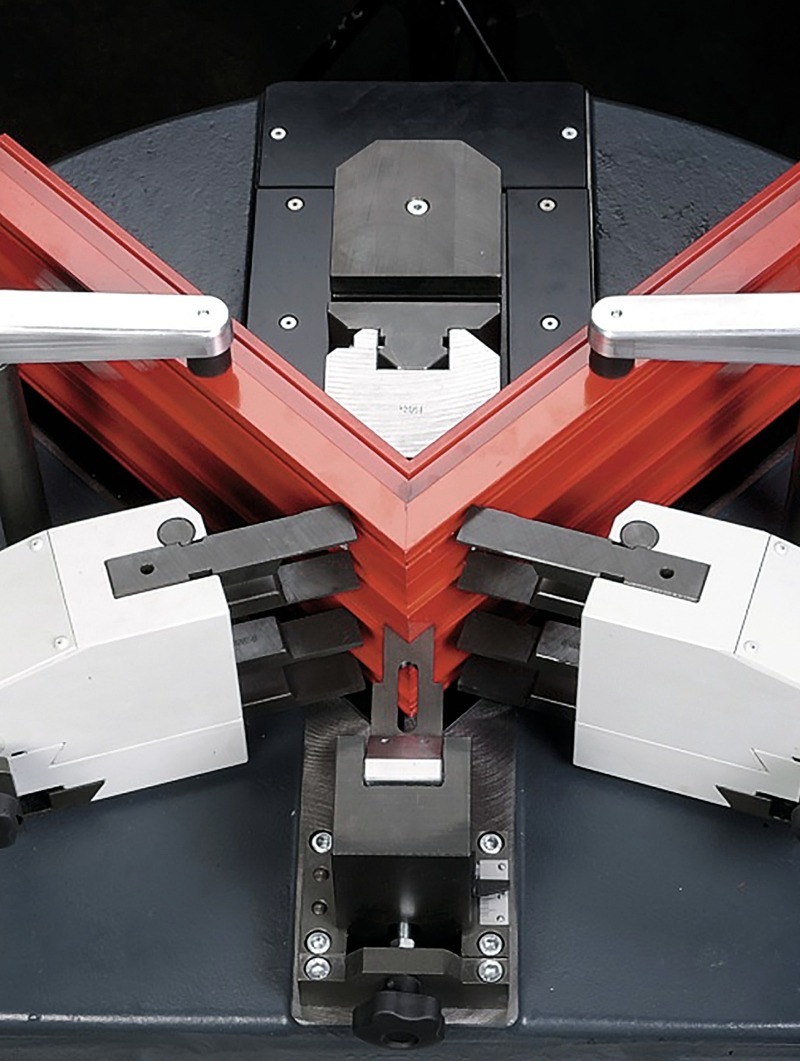



Den Eckverbindungen von Rahmen und Flügeln kommt im Fensterbau entscheidende Bedeutung hinsichtlich struktureller Integrität, Dichtigkeit und Qualität zu. Speziell im Metallbau haben sich alternative Methoden, wie beispielsweise Schweißen, Reibschweißen und andere Arbeitsweisen mit Eckverbindern, durchgesetzt. Jens Kochheim, Produktmanager bei Kawneer, berichtet über die verschiedenen Varianten.
Der klassische Eckverbinder, als Abschnitt aus einem stranggepressten Aluminiumprofil, wird nach vorheriger Kleberapplikation in den entsprechenden Kammern des thermisch getrennten Rahmen- oder Flügelprofils und auf den Gehrungsflächen eingeschoben und mittels Verpressen oder mithilfe von Spannstiften oder Schrauben fixiert. Sowohl das Verpressen als auch die Stifte beziehungsweise Schrauben erzeugen dabei einen Voranzug, der das Dichtziehen der Gehrung gewährleistet. Der Kleber übernimmt hierbei jedoch ca. 70 % der späteren Festigkeitswerte.
Vorteil der Vorgehensweise mit Stiften/Schrauben ist, dass sie mit verhältnismäßig geringer Ausstattung − Stanzwerkzeug beziehungsweise Bohrschablone − bewerkstelligt werden kann. Bei dem heute weit verbreiteten Einsatz sogenannter CNC-Bearbeitungszentren werden selbstverständlich alle mechanischen Bearbeitungen in einer Aufspannung erledigt.
Nachteile sind der mehr oder weniger hohe Zeitaufwand für das Einbringen der Bohrungen/Stanzungen, die Kleberapplikation, das Säubern der Oberflächen im Gehrungsbereich zur Vermeidung optischer Mängel und das Aushärten des Klebers. Weiterhin muss bei dieser Methode vom Werker sehr genau auf die Flächenbündigkeit der inneren und äußeren Sichtflächen der Profile geachtet werden. Beim Verpressen entfällt der Aufwand für die Bohrungen/Stanzungen. Alle anderen Arbeitsgänge sind jedoch weiterhin auszuführen, und es kommt eine aufwändigere Maschinentechnik zum Einsatz, die von der Ein- bis zur Vierkopfeckenpresse reichen kann.
Nachträgliche Kleberinjektion
Bei Verwendung der gleichen Eckverbinder, jedoch unter Einsatz spezieller Spannstifte oder beim Verpressen kann die Kleberapplikation teilweise nach dem Fügen der Rahmen- oder Flügelprofile erfolgen. Dabei werden zusätzliche Bohrungen/Stanzungen in die Profile eingebracht, durch die der Kleber mithilfe speziell dafür vorgesehener Dosierpressen in die Eckverbindung injiziert wird. Die Benetzung der Gehrungsflächen vor dem Fügevorgang bleibt aber erhalten. Die Spannstifte sind dabei mit Kerben oder hohl ausgelegt, sodass an diesen Stellen Kleber austreten kann. Dies zeigt an, dass ausreichend Kleber injiziert wurde.
Der Vorteil dieser Vorgehensweise gegenüber der vorherigen ist also die Zeitersparnis durch die modifizierte Art eines Teils der Kleberapplikation, die auch maschinell erfolgen kann. Alle anderen Arbeitsschritte, wie die Reinigung der Ansichtsflächen, der Fokus auf die Flächenbündigkeit und die Aushärtezeit der Klebeverbindung, bleiben wie gehabt.
Spreizeckverbinder
Ein weiterer Schritt zur Effizienzsteigerung ist der Einsatz sogenannter Spreizeckverbinder. Diese sind aus stranggepresstem oder gegossenem Material erhältlich und haben die Eigenschaft, dass sie sich beim Verstiften bzw. Verpressen in Richtung der Sichtflächen der Profile ausdehnen und so für die Flächenbündigkeit der Verbindungen im Gehrungsbereich sorgen. Die Möglichkeiten der vorherigen oder nachträglichen Kleberapplikation bleiben davon unberührt.
Beim Einsatz von Spreizeckverbindern mit nachträglicher Kleberinjektion besteht der Arbeitsablauf folglich aus der mechanischen Bearbeitung (Zuschnitt, Stanzungen/Bohrungen), der Kleberapplikation auf den Gehrungsflächen, dem Einschieben der Eckverbinder, dem Verpressen bzw. Verstiften oder Verschrauben, der Kleberinjektion und der Reinigung der Sichtflächen von Kleberresten.
Der Einstandspreis von Spreizeckverbindern gegenüber herkömmlichen Eckverbindern ist natürlich entsprechend höher.
Federbolzen- bzw. Schraubeckverbinder
Eine weitere Variation stellen die sogenannten Federbolzen- oder Schraubeckverbinder dar. Bei diesem Verfahren rasten im Verbinder integrierte und durch Federkraft vorgespannte Bolzen beim Einschieben in das Profil in dafür vorgefertigte Lochgruppen ein. Das Dichtziehen der Gehrung erfolgt anschließend mechanisch. Unterschieden werden dabei exzentrisch gelagerte Federbolzen und zweiteilige Eckverbinder. Letztere werden mit gelockerter Schraubverbindung eingesetzt, um anschließend, mittels z.B. eines Innensechskantschlüssels, angezogen zu werden.
Sonderformen
Da die notwendigen Winkel bei Aluminiumfenstern in Sonderformen, wie z.B. Schräg- oder Dreieckfenster, frei wählbar sein müssen – sie sind oft von der Dachneigung des Gebäudes abhängig – wurden für diesen Einsatzfall die entsprechend flexiblen Verbinder der o.g. Ausprägungen entwickelt und dem Metallbaumarkt zur Verfügung gestellt.
Rationalisierung/Industrialisierung
Ansätze, die Eckverbindung unter Einsatz von Eckverbindern mithilfe umfangreicherer Maschinentechnik zu rationalisieren bzw. zu industrialisieren, haben sich in der Vergangenheit nicht in der Breite durchgesetzt. Weder die mechanische Bearbeitung noch die Kleberapplikation stellten die Maschinenspezialisten dabei vor unlösbare Probleme. Das Fügen der verschiedenen Verbinder in die unterschiedlichen Hohlkammern der Profile ist zwar maschinell möglich, wirtschaftlich aber kaum positiv darstellbar.
Schäden bei unsachgemäßer Ausführung
Bei allen vorgenannten Verfahren kann es bei nicht ordnungsgemäßer Ausführung zu diversen Schäden kommen. So ist besonderes Augenmerk darauf zu richten, dass die Toleranzen bei der Erstellung der mechanischen Verbindung eingehalten werden und der vorgeschriebene Kleber in korrekter Menge sorgfältig verwendet wird. Ansonsten kann die Klebeverbindung die geforderte Festigkeit nicht entwickeln. Dies kann, eventuell bereits beim Transport zum Einbauort, zum Aufreißen der Klebefuge und entsprechenden Undichtigkeiten am eingebauten Bauelement führen.
Des Weiteren ist darauf zu achten, dass unmittelbar nach dem Verstiften/Verpressen überschüssiger Kleber mit dafür vorgesehenem Reinigungsmittel gründlich von den Ansichtsflächen der Profile entfernt wird, da es ansonsten zu optischen Einbußen kommen kann, die je nach Oberflächenbehandlung der Profile mehr oder weniger stark ins Auge fallen.
Der oben bereits erwähnte Fokus auf die Flächenbündigkeit der Ansichtsflächen ist sowohl optisch als auch für die Stabilität der Eckverbindung relevant, da sich bei korrekter Ausführung die größte zu verklebende Fläche ergibt.
Klassische Schweißverfahren
Eine weitere industrielle Art der Eckverbindung stellt das sogenannte Abbrenn-Stumpfschweißen dar, da die notwendigen Investitionen in die hochwertige Anlagentechnik entsprechend hohe Volumina voraussetzen. Die hohen Investitionen stehen dem Vorteil einer dadurch möglich werdenden Fließfertigung mit entsprechend verkürzten Taktzeiten gegenüber. Allerdings ist dieses Verfahren nur bei pressblanken Profilen anwendbar, sodass die Blend- und Flügelrahmen nachträglich beschichtet werden müssen, nachdem der Schweißgrat entfernt wurde.
Multi-Orbital-Reibschweißen
Eine Weiterentwicklung des Schweißverfahrens, das sogenannte Multi-Orbital-Reibschweißen, kam im Jahr 2002 auf. Bei dieser Technologie werden die Schnittflächen der Profile in minimalen Kreisbewegungen hoher Frequenz so lange gegeneinander gerieben, bis sich die Materialien durch die entstehende Wärme miteinander verbinden. Der Rationalisierungsschub durch die kurzen Taktzeiten, der minimale Temperatureintrag in die miteinander zu verbindenden Profile und die hohe Qualität der Eckverbindung wurden dabei als größte Vorteile genannt. Leider konnte dieses Verfahren im Fensterbau – im Gegensatz zu z.B. der Automobilzulieferindustrie, wo es bereits fest etabliert ist – nicht zu der notwendigen Prozesssicherheit gelangen und ist somit wieder vom Markt verschwunden.
Fazit
Aufgrund der weitestgehend stark handwerklich geprägten Metallbaubranche sind industrielle Herstellverfahren der Eckverbindung bisher hinter den Erwartungen ihrer Initiatoren zurückgeblieben.
Schaut man sich jedoch die Fenster- und Türenbranche allgemein an, so stellt man fest, dass insbesondere im Kunststoff- aber auch im Holz-/Holz-Alubereich ein starker Trend zu großen, regionen- oder selbst länderübergreifenden Vollsortimentern als Hersteller der Bauelemente einerseits und einer wachsenden Zahl von dezentralen Bauelementehändlern und –montageunternehmen andererseits zu verzeichnen ist. Sollte dieser Trend auch verstärkt im Metallbau Einzug halten, wird der Ruf nach Rationalisierung und automatisierbaren Lösungen sicherlich lauter werden.